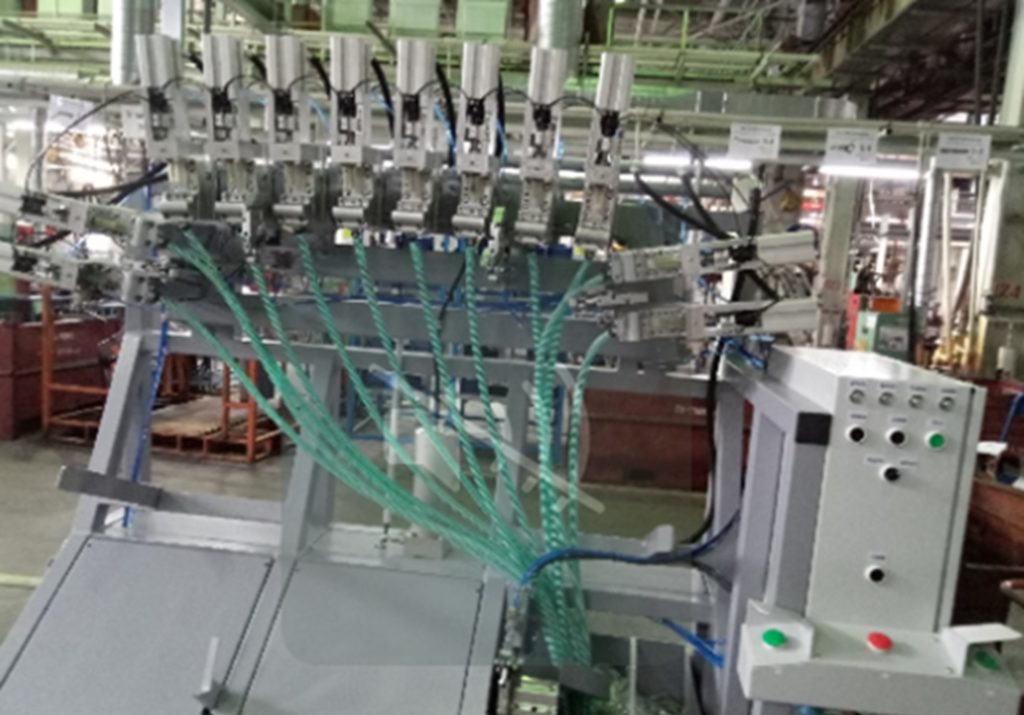
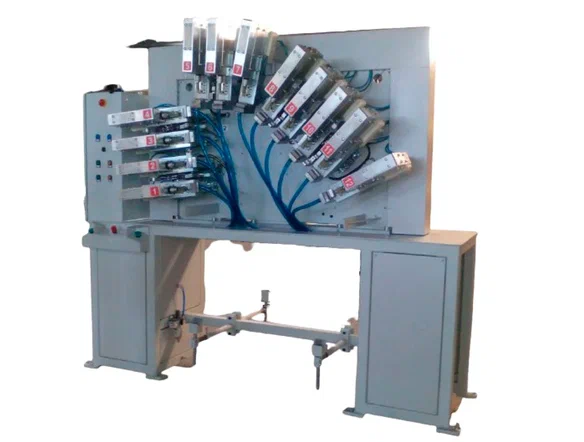
Установка предназначена для пробивки отверстий по контуру рамок внутренних панелей дверей.Привод прижимных механизмов осуществляется пневмоцилиндрами с контролем положения выдвижения штока посредствам пневматических механических распределителей, установленных на прижимных ложементах. Пуансоны пробивных механизмов приводятся в действие при помощи гидроцилиндров. Положение пуансона контролируют два пневмораспредилителя установленных на кронштейне штока. Первое положение контроль пуансона при касании с металлом пробиваемой панели двери, второе контролируемое положение — панель пробита.
- Усилие пробивки 1,5 тоны каждой секции.
- Точность пробивки +/-0,02 мм.
- Усилия прижима, кг 20
- Время цикла, сек 15
- Рабочее давление воздуха, мПа 0,5
- Расход воздуха, н.л./цикл • 54,0